L’automatisation par AGV n’est pas une solution universelle pour les entrepôts frigorifiques. Cet article propose un cadre pratique d’évaluation du retour sur investissement afin de déterminer quand les AGV sont réellement judicieux dans des environnements congelés, pourquoi de nombreux projets échouent après leur mise en service, et comment un modèle hybride combinant chariots élévateurs électriques et AGV offre souvent le rendement à long terme le plus fiable dans les opérations de la chaîne du froid.
1. Le mythe de l’automatisation dans les entrepôts frigorifiques
L’automatisation est souvent perçue comme une amélioration garantie de l’efficacité. Toutefois, dans les entrepôts frigorifiques, l’automatisation amplifie à la fois les forces et les faiblesses du système sous-jacent.
Les environnements congelés imposent des contraintes spécifiques, notamment un accès manuel limité, une sensibilité accrue aux temps d’arrêt et une complexité de maintenance augmentée à des températures inférieures à zéro. Lorsque les décisions d’automatisation sont prises sans planification au niveau du système, ces contraintes transforment souvent de petites inefficacités en goulets d’étranglement structurels.
C’est pourquoi l’automatisation des entrepôts frigorifiques doit toujours être évaluée dans le cadre d’un guichet unique solution d'entrepôt, où la conception de l’aménagement, le choix des équipements et l’intégration du système sont développés conjointement plutôt que traités comme des mises à niveau isolées.
 2. Les quatre conditions qui justifient l’investissement dans des AGV en entrepôt frigorifique
2. Les quatre conditions qui justifient l’investissement dans des AGV en entrepôt frigorifique
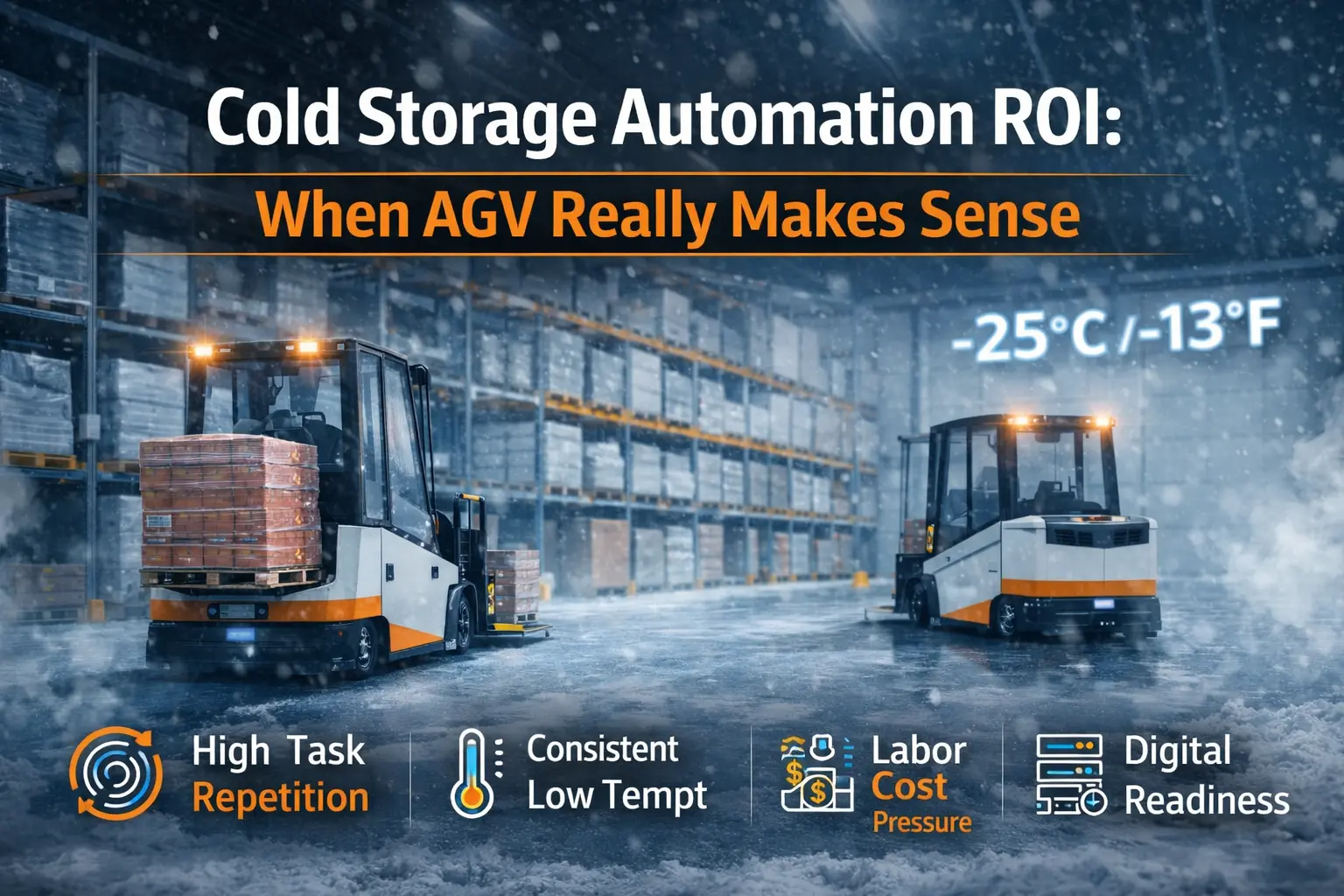
Les AGV ne génèrent un retour sur investissement durable que lorsque des conditions opérationnelles spécifiques sont remplies. Sur la base d’une expérience réelle de déploiement dans la chaîne du froid, les quatre facteurs suivants doivent être considérés comme obligatoires plutôt que facultatifs.
2.1 Haute répétitivité des tâches et flux de matériaux stable
Les AGV fonctionnent mieux dans des environnements où les cycles de transport sont prévisibles et répétitifs, comme les transferts de palettes entre les zones de staging d’entrée et les zones de stockage fixes. Les entrepôts frigorifiques avec des profils de SKU stables et une logique de routage cohérente permettent aux AGV d’opérer à des taux d’utilisation élevés.
En revanche, les installations avec des changements fréquents d’aménagement ou des profils de commandes très dynamiques voient souvent leurs délais de rentabilisation s’allonger et la complexité du système augmenter.
2.2 Fonctionnement constant à basse température
L’automatisation par AGV est particulièrement efficace dans les installations frigorifiques qui fonctionnent en continu à des températures comprises entre -18 °C et -30 °C. Des conditions de congélation stables réduisent la variabilité environnementale une fois les systèmes calibrés et permettent à l’automatisation de surpasser les opérations manuelles sur de longues quarts de travail.
Les chambres froides intermittentes, avec des transitions de température fréquentes, augmentent le risque de condensation et exercent une pression supplémentaire sur les batteries et les composants électroniques, réduisant la fiabilité de l’automatisation.
2.3 Pression sur les coûts de main-d’œuvre et disponibilité de la main-d’œuvre
Le retour sur investissement des AGV s’améliore considérablement dans les régions où les coûts de main-d’œuvre augmentent ou où il devient de plus en plus difficile de recruter des opérateurs qualifiés. Cette dynamique est particulièrement pertinente pour les opérations de la chaîne du froid en Amérique du Nord, en Australie et dans certaines régions d’Europe, où la stabilité de la main-d’œuvre est devenue un facteur de risque stratégique.
Sur ces marchés, l’automatisation est souvent motivée moins par la réduction des effectifs que par la continuité des opérations et la réduction des risques.
2.4 Préparation numérique et capacité d’intégration du système
Les AGV ne doivent jamais fonctionner de manière isolée. Une automatisation réussie des entrepôts frigorifiques dépend de la préparation numérique, notamment de l’orchestration des tâches, de la visibilité des stocks et de la coordination en temps réel des équipements. Les installations qui déploient des AGV sans un cadre de gestion d’entrepôt stable rencontrent fréquemment des inefficacités plutôt que des gains de productivité.
C’est pourquoi les projets d’AGV obtiennent de meilleurs résultats lorsqu’ils sont intégrés dans une solution plus large de gestion automatisée d’entrepôt qui aligne la logique logicielle avec le flux physique des matériaux.
3. Aperçus d’experts issus de projets d’automatisation de la chaîne du froid
Aperçu d’expert — Ingénieur en automatisation de la chaîne du froid (Amérique du Nord)
« La plupart des projets d’AGV qui ont échoué n’ont pas échoué à cause de la technologie. Ils ont échoué parce que l’aménagement de l’entrepôt et le flux de matériaux n’ont jamais été conçus pour l’automatisation dès le départ. »
Aperçu d’expert — Directeur des opérations d’une société 3PL (Europe)
« Les AGV sont excellents pour les transports répétitifs dans les entrepôts congelés, mais s’attendre à ce qu’ils remplacent tous les chariots élévateurs est irréaliste et souvent contre-productif. »
Ces aperçus mettent en évidence un schéma constant à travers les régions : l’automatisation réussit lorsqu’elle vient compléter la réalité opérationnelle plutôt que d’essayer de la remplacer entièrement.
4. Le modèle d’automatisation hybride : AGV et chariot élévateur électrique travaillant ensemble
Plutôt que de choisir entre l’automatisation et les équipements conventionnels, de nombreuses installations de la chaîne du froid réussissent en adoptant un modèle d’automatisation hybride. Dans cette approche, les AGV prennent en charge les tâches de transport répétitives et de longue distance, tandis que les chariots élévateurs électriques conçus pour les environnements frigorifiques gèrent la prise en charge des exceptions, les SKUs mixtes et les opérations de picking à haute densité.
Cette division du travail permet aux entrepôts de maintenir leur flexibilité sans sacrifier l’efficacité. Les modèles hybrides sont particulièrement efficaces dans les installations qui combinent des itinéraires de transport fixes avec des exigences dynamiques de traitement des commandes, réduisant la rigidité du système tout en préservant les avantages de l’automatisation.
5. Cadre de calcul du retour sur investissement pour l’automatisation des entrepôts frigorifiques
Une évaluation réaliste du retour sur investissement de l’automatisation des entrepôts frigorifiques doit prendre en compte à la fois les moteurs directs et indirects de performance.
Moteurs directs du retour sur investissement
-
Réduction de la dépendance à la main-d’œuvre dans les tâches de transport répétitives
-
Amélioration de la régularité du débit sur plusieurs quarts de travail
-
Réduction des taux d’erreur de manutention dans les flux de travail fixes
Moteurs indirects du retour sur investissement
-
Réduction de l’exposition des opérateurs aux températures extrêmement basses
-
Amélioration de la conformité aux normes de sécurité de la chaîne du froid
-
Réduction du risque d’accidents dans les environnements congelés à fort trafic
Les entrepôts qui évaluent l’automatisation uniquement en fonction du remplacement de la main-d’œuvre sous-estiment souvent la valeur de la stabilité du système et de la réduction des risques, ce qui conduit à des attentes irréalistes en matière de retour sur investissement.
6. Où l’automatisation des entrepôts frigorifiques échoue le plus souvent
Les projets d’automatisation sous-performent le plus souvent lorsque les AGV sont introduits sans alignement entre la conception de l’aménagement et les capacités des équipements. Dans les entrepôts frigorifiques qui reposent sur des systèmes de rayonnages à haute densité, tels que solutions de rayonnage à double profondeur ou rayonnages drive-in, les risques liés à l’automatisation augmentent considérablement si la géométrie des allées, les exigences de portée et la logique de circulation ne sont pas planifiées conjointement.
Une fois ces systèmes installés sans coordination entre l’aménagement des rayonnages et les parcours d’automatisation, la perte de débit et les congestions deviennent des problèmes structurels difficiles à résoudre sans une refonte majeure.
7. Pourquoi la planification de bout en bout offre-t-elle un meilleur retour sur investissement en automatisation ?
L’automatisation des entrepôts frigorifiques génère systématiquement un ROI plus élevé lorsqu’elle est conçue comme partie intégrante d’un système de bout en bout. Cela inclut une planification coordonnée de la conception de l’aménagement, de la configuration des rayonnages, du choix des équipements, de la logique d’automatisation et de la stratégie de service à long terme.
En considérant l’automatisation comme un composant d’un écosystème d’entrepôt unifié plutôt que comme une mise à niveau autonome, les opérateurs réduisent le risque d’intégration et améliorent la résilience opérationnelle à long terme.
8. Google Popular Topics (Contextual Answers)
L’automatisation par AGV convient-elle à tous les entrepôts frigorifiques ?
Non. Les AGV fonctionnent au mieux dans des flux de travail stables et répétitifs, soutenus par une infrastructure numérique solide et un flux de matériaux bien défini.
À quelle température les AGV peuvent-ils opérer dans un entrepôt frigorifique ?
De nombreux AGV pour entrepôts frigorifiques sont conçus pour fonctionner de manière fiable à des températures allant jusqu’à -25 °C, selon la chimie des batteries et la protection des composants.
Les AGV peuvent-ils remplacer entièrement les chariots élévateurs dans les entrepôts de produits surgelés ?
Dans la plupart des cas, non. Un modèle hybride combinant AGV et chariot élévateur électrique offre une meilleure flexibilité et un meilleur contrôle des risques.
Combien de temps faut-il pour obtenir un retour sur investissement grâce à l’automatisation des entrepôts frigorifiques ?
Les périodes typiques de retour sur investissement se situent entre deux et cinq ans, en fonction des coûts de main-d’œuvre, des niveaux de débit et de la stabilité du système.
L’automatisation réduit-elle la consommation d’énergie dans les entrepôts frigorifiques ?
Indirectement, oui. Une efficacité accrue de la manutention peut réduire le temps d’ouverture des portes et les fluctuations inutiles de température.